
페라이트계 스테인리스강 용접접합부의 모재 블록전단파단에 관한 실험적 연구
Copyright ⓒ 2016 by Korean Society of Steel Construction
초록
최근에 스테인리스강의 우수한 연성과 내식성 등의 재료적 특성으로 건축물의 구조용 강재로 적용하기 위한 많은 연구들이 수행되어 오고 있다. 특히, 니켈을 거의 함유하고 있지 않은 페라이트계 스테인리스강은 재료비 측면에서 니켈을 함유하고 있는 오스테나이트계 스테인리스강에 비해 저렴하고 탄소강에 비해서는 월등한 내식성능과 구조성능을 제공하기 때문에 그 사용성이 증대되고 있다. 본 연구에서는 페라이트계 스테인리스강 용접접합부에 있어 용착금속이 아닌 모재 블록전단파단의 구조적 거동을 조사하기 위해 용접길이와 용접방법(아크, 티그)을 변수로 하여 단순인장 실험을 실시하였다. 용접접합부의 블록전단 거동은 용접에 의한 삼축응력효과 때문에 볼트접합부의 블록전단 거동과 상이하며, 현행설계기준식은 이러한 특성을 반영하지 못하고 있다. 티그용접 접합부의 변형능력과 최대내력이 아크용접 접합부보다 높게 나타났고, 현행기준식과 기존연구자에 의해 제시된 내력식에 의한 예측내력과 실험결과 최대내력을 비교 검토하였다.
Abstract
Many researches on the application of stainless steels as structural steels have been performed thanks to their material properties such as superior ductility and corrosion resistance. Ferritic stainless steels(STS430) with little or no nickel have been used increasingly in building structure because it is inexpensive compared to austenitic stainless steels(STS304) with nickel, but provide performances similar to the austenitic stainless steel. This paper deals with block shear fracture behavior of base metal in stainless steel welded connection. Although the block shear fracture behavior for welded connection due to stress triaxiality is different from that of bolted connection, the block shear strength of welded connection in current design specifications has been predicted based on that of bolted connection. The main parameters are weld length and welding process(Arc and TIG welds). The ultimate strengths of TIG welded specimens were higher than those of arc welded specimens and current design predictions by AISC, EC3 etc. were compared with test strengths.
키워드:
페라이트계 스테인리스강, 필릿용접, 용접길이, 블록전단강도, 설계기준Keywords:
Ferritic stainless steel, Fillet weld, Weld length, Block shear strength, Design specification1. 서 론
스테인리스강은 내식성, 내구성, 내화성 및 미적특성으로 외기에 노출되는 토목시설물, 건축물의 내․외장재의 비구조재뿐만 아니라 주요구조부재 또는 2차 구조부재로써의 사용량이 꾸준히 증가하고 있다. 1966년 Winter와 Johnson 등에 의한 스테인리스강 기둥과 보의 구조거동에 대한 연구를 시작[1]으로 압축재, 휨재, 접합부 등에 관한 많은 연구가 진행되어 왔다. 1968년에는 미국철강협회(AISI)에서는 냉간성형 스테인리스강 구조부재의 설계기준[2]을 최초로 제정하고, 그 이후 많은 연구자들에 의해 각국의 설계기준이 개정․보완되었으며, 그 결과로 미국, 유럽, 남아프리카, 일본, 호주 등에서 냉간성형 스테인리스강의 설계기준이 제정되었다. 국내에서는 아직까지 스테인리스강이 한국건축구조기준(KBC)에 구조용 강재로 지정되어 있지 않고, 구조설계기준도 마련되어 있지 않은 실정이다. 탄소강에 비해 스테인리스강은 높은 연성능력, 낮은 항복비의 재료적 특성을 지니고 있음에도 불구하고 국내 건축물의 구조설계시 탄소강 구조설계 기준이 그대로 적용되는 사례도 있다. 1989년에 이명재 등에 의해 스테인리스강 후판부재에 대한 압축재 및 휨재의 구조거동에 관한 연구를 시작으로[3] 최근에 김태수 등에 의해 박판부재의 볼트접합부의 구조적 거동에 관한 실험 및 해석적 방법으로 파단형태와 면외변형의 영향을 고려한 연구가 진행되고 있다[4],[5],[6]. 스테인리스강의 접합방법으로 볼트접합과 용접접합이 사용되고 있으나, 스테인리스강의 낮은 열전도율과 높은 열팽창률로 용접성이 좋지 않아 볼트접합방법이 선호되고 있다.
건축용으로 주로 사용되는 스테인리스강은 8% 니켈(Ni)와 18% 크롬(Cr)계로 대표되는 오스테나이트계 스테인리스강 STS304와 니켈(Ni)이 함유되지 않은 18 % 크롬(Cr)계인 페라이트계 스테인리스강 STS430이다. 페라이트계 스테인리스 강은 니켈을 포함하지 않아 오스테나이트계 스테인리스강에 비해 재료비가 낮다는 장점이 적극 활용되어 페라이트계 스테인리스강인 STS430은 오스테나이트계 스테인리스강(STS304)에 비해 내식성 및 용접성은 떨어지나, 해안가나 화학공장 등의 가혹한 환경이 아닌 일반 건축물의 내외장재 및 구조재로써 그 수요가 증가하고 있다. 스테인리스강을 접합하는 방법인 용접은 스테인리스강의 재료적 특성으로 볼트접합보다 시공이 어려우나 절삭가공 부분이 적고 볼트, 너트 등의 접합 재료가 필요없어 경제적으로 유리하다. 그러나 용접공의 용접기술 숙련정도에 따라 용접접합부의 강도가 달라지며, 내부결함이 발생할 가능성이 높다. 특히, 니켈이 함유되어 있지 않은 페라이트계 스테인리스강은 오스테나이트계에 비해 연성능력이 낮으며, 탄소(C)가 많이 함유되어 있기 때문에 용접열영향부(HAZ : Heat affected zone)의 취화현상(Embrittlement: 재료의 연성저하)이 발생되어 용접성이 오스테나이트계에 비해 다소 떨어진다. 이미 언급한 바와 같이 스테인리스강 볼트접합부의 구조거동에 관한 많은 연구가 진행되어 왔으나, 스테인리스강의 용접접합부에 관한 연구가 미흡한 실정이다. 또한, AISC의 최신기준(2011)[7]에서는 용접접합부에 있어 모재의 파단과 용착금속의 파단을 동시에 고려하여 내력을 평가하고 있다. 최근에 김태수에 의해 오스테나이트계 스테인리스강 필릿(모살)용접접합부의 최대내력에 관한 실험적연구를 통해 모재파단이 아닌 용착금속부의 파단을 유도하여 실험내력과 현행기준식에 의한 예측내력을 비교․검토하였다[8]. 조재병 등에 의해서는 변수에 따른 탄소강의 필릿용접부의 용착금속 파단에 관한 연구를 수행하였다[9],[10].
본 연구는 가격면에서 경쟁력이 있는 냉간성형(박판) 페라이트계 스테인리스강(STS430)을 사용해서 모재가 파단되는 용접접합부의 최대내력평가에 대한 현행설계기준식의 적용성을 조사하는 것을 연구목적으로 한다. 이에 용접방법, 용접길이와 하중방향에 대한 용접축의 방향을 변수로 하여 용착금속파단이 아닌 모재가 블록전단파단되도록 필릿용접접합부를 제작하여 인장실험을 실시한다.
2. 현행기준식 및 기존연구
용접접합부의 블록전단파단에 관한 내력평가식은 대부분의 설계기준식에서는 볼트접합부의 블록전단파단내력식을 동일하게 적용하고 있다. 본장에서 국내외 구조설계기준에서 제시하고 있는 블록전단파단내력식을 고찰하고 비교하고자 한다. 아래에 국내 KBC(2009)[11], 미국강구조학회(AISC 2001[12], AISC 2007[13])와 기존연구자에 의해 제시된 블록전단파단내력을 정리한다.
미국강구조학회(AISC 2001) 기준에서는 볼트 및 용접접합부의 블록전단파단을 다음과 같은 두가지 파단형태의 조합으로 내력을 산정하고 있다.
 (1)
(1)
 (2)
(2)
여기서,
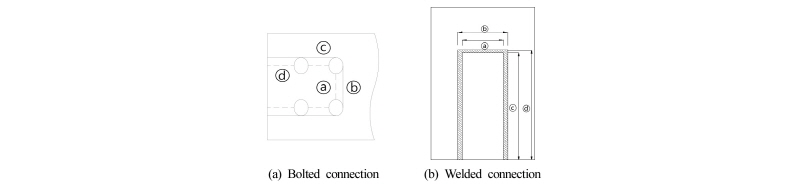
 : 순전단단면(Line ⓓ)(Fig. 1 참조).
: 순전단단면(Line ⓓ)(Fig. 1 참조).
미국강구조학회(AISC 2007)[13]기준에서는 볼트 및 용접접합부의 AISC2001의 블록전단파단식을 개선하여 다음의 두식에 의한 산정된 내력값 중 작은 값으로 하고 있다. 특히, 용접접합부의 내력 평가시에는 모재의 파단내력과 용착금속부의 파단내력을 분리하고 있다.
 (2)
(2)
 (3)
(3)
Eurocode 3(1996)[14]에서는 Coped beam에 대한 블록전단파단 내력식을 규정하고 있으며, 순단면 인장파괴와 순단면 전단항복의 조합인 블록전단파단을 적용하고 있으나, 전단저항계수를 0.6대신에
 을 사용한다.
을 사용한다.
 (4)
(4)
Topkaya(2004, 2007)[15],[16]는 용접접합된 거셋플레이트(Gusset plate)의 블록전단파단에 관하여 실험적, 해석적 연구결과를 통하여 용접접합부에 있어 블록전단파단식을 제안하였다. 용접접합에 있어 블록전단파단 메카니즘은 볼트접합부와 다르다. 볼트접합부에서 하중전달은 볼트에 의한 인장영역과 전단영역의 조합에 의해 이루어지지만, 용접접합에서는 하중방향에 의해 좌우된다. 또한, 볼트접합은 하중직각방향 및 두께방향으로의 인장단면에서 단면이 축소되는 necking현상이 발생(즉, 하중직각방향 및 두께방향으로 순인장 단면의 변형이 발생) 하지만, 용접접합의 경우 두께방향으로만 재료변형이 허용된다. 이러한 necking에 대한 추가적인 구속력은 인장단면을 따라 발생되는 삼축응력(Stress triaxiality) 때문에 발생되는 것으로 판단된다. Topkaya는 삼축응력의 영향으로 인하여 블록전단파단이 재료 인장강도의 1.25배 인장응력이 총인장 단면에서 발생하고 총전단 단면에서는 AISC에서 제시하고 있는 유효전단응력계수 0.6대신
 를 제안하여 다음과 같은 블록전단파단 내력식을 제안하였다.
를 제안하여 다음과 같은 블록전단파단 내력식을 제안하였다.
 (5)
(5)

Oosterhof et al.은 기존연구결과와 캐나다 강구조기준 CSA S16-09(2009)[17]의 블록전단파단 기준식(식 (7))을 수정하여 다음과 같은 식 (6)을 제안하였다[18]. Topkaya가 제안한 식 (4)와 상이한 점은 인장파단에 대해 인장순단면을 고려하고 있고, 유효전단응력에 대해 재료의 항복강도와 인장강도의 평균치를 적용한다는 것이다. CSA S16-09기준에서는 접합형태에 따라 Fig. 2와 같이 블록전단파단에서 접합형태에 따라 인장파단부분의 유효계수(
 )가 달라지고, 유효전단응력계수는 0.6을 적용하고 있다. Oosterhof and Driver[18]는 인장파단의 유효계수를 Topkaya와 동일한 1.25를 제시하고 있다.
)가 달라지고, 유효전단응력계수는 0.6을 적용하고 있다. Oosterhof and Driver[18]는 인장파단의 유효계수를 Topkaya와 동일한 1.25를 제시하고 있다.
 (6)
(6)
-CSA S16-09
 (7)
(7)
3. 실험계획 및 방법
3.1 실험체 제작
본 연구에서는 총 14개의 실험체가 제작되었으며(2015)[19], 실험체명과 변수조합은 Table 1에 정리한다. 페라이트계 스테인리스강 STS430 용접접합부의 용접길이와 용접방법에 따른 최대내력과 전단지연효과(Shear-lag effect)를 평가하기 위하여 하중방향과 하중직각방향의 용접길이(T, L)를 20, 30, 40mm의 조합으로 계획하였으며, 건설현장에서 자주 사용하는 피복아크용접(SMAW: Shield Metal Arc Welding)과 공장용접시 박판용접에 일반적으로 사용하는 티그(TIG : Tungsten Inert Gas)용접(GTAW: Gas Tungsten Arc Welding)으로 각 실험체를 필릿(모살)용접하였다. 용접봉은 페라이트계 스테인리스강의 TIG(GTAW)용접용으로 쓰이는 K사의 ST430(KS D7026 : Y430)와 피복아크용접(SMAW)용으로 K사의 KST430 (KS D7014 : E430-16)가 사용되었다.
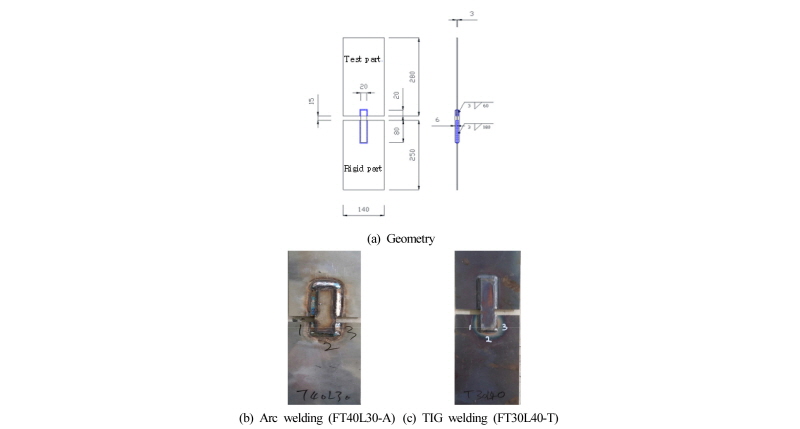
용착금속 또는 용접봉의 기계적 성질에 대해서는 Table 2에 정리한다. 페라이트계 스테인리스강의 용접은 KS기준에 따라 용접전 예열과 용접후 후열처리(PWHT : Post Weld Heat Treatment)가 필요하다. 본 연구에서는 용접부(용착금속부)파단이 아닌 모재의 블록전단파단을 유도하기 위하여 STS430강종 모재의 공칭두께는 3mm평판을 사용하였으며, 편심이 발생하지 않게 하기 위하여 Fig. 4(a)와 같이 공칭두께 6mm 스테인리스강 평판 2개를 중간연결재로 제작하고 인장시험기에 물리는 고정부 평판은 하중방향으로 양쪽을 80mm의 길이로 필릿(모살)용접하여 실험체 부분에서 블록전단파단이 발생하도록 유도한다. 공칭용접크기(
 )는 3mm로 계획하였다. 용접균열 및 잔류응력 저감을 위하여 티그(TIG)용접된 실험체에서는 열처리(예열처리 :100~150℃, 후열처리 :700~850℃)를 수행하였으나, 간편한 장비로 현장에서 많이 사용하고 있는 피복아크용접은 일반적으로 열처리를 하지 않기 때문에 본 연구에서는 별도의 열처리를 수행하지 않았다.
)는 3mm로 계획하였다. 용접균열 및 잔류응력 저감을 위하여 티그(TIG)용접된 실험체에서는 열처리(예열처리 :100~150℃, 후열처리 :700~850℃)를 수행하였으나, 간편한 장비로 현장에서 많이 사용하고 있는 피복아크용접은 일반적으로 열처리를 하지 않기 때문에 본 연구에서는 별도의 열처리를 수행하지 않았다.
3.2 재료시험 및 실험방법
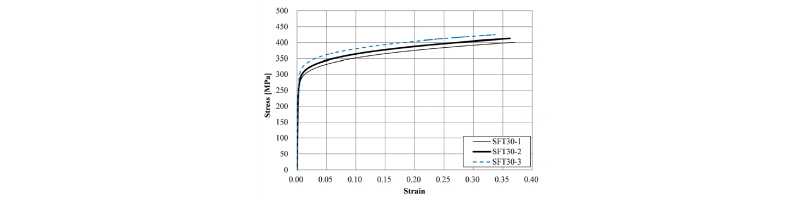
페라이트계 스테인리스강 STS430의 기계적 성질을 파악하기 위하여 KS B 0801(금속재료 인장시험편)에 규정된 5호(판재)에 의해 인장시험편을 제작하여 KS B 0802(금속재료 인장시험방법)에 의해 인장시험을 수행한 결과를 Table 3에 정리한다. 본 연구의 스테인리스강의 항복강도는 일본의 JIS Z 2241에 따라 0.1%오프셋 방법으로 산정하였다. 일반적으로 사용되는 소성스트레인 게이지의 변형도 측정한계가 0.2전후인 관계로 페라이트계 스테인리스강의 경우 이 값을 초과하여 변형도가 증가하므로 재료시험결과로 얻어지는 응력도-변형도 곡선은 기존 연구자의 변형도 예측식인 식 (8)을 적용하였다. 0.2%강도까지는 Ramberg-Osgood 곡선을 사용하고 0.2%강도를 초과하는 구간에 대하여 Rasmussen 곡선을 적용하여 변형도를 추정하였다. 0.2%강도(
 는 다수의 실험결과를 토대로 제안되었다. 응력도-변형도 곡선은 Fig. 3과 같이 정리하였다.
는 다수의 실험결과를 토대로 제안되었다. 응력도-변형도 곡선은 Fig. 3과 같이 정리하였다.
본 실험은 2000kN급의 만능시험기(UH-200A)를 사용하여 Fig. 5와 같이 양단부를 만능시험기에 물려 단순인장 실험을 실시하였다. 실험체는 하중방향의 강제변위를 측정하기 위해 시험기 후면에 두 개의 변위계(LVDT)를 설치하고, 만능시험기의 자동제어를 위해 Winsoft 프로그램의 변위제어방법으로 항복이전까지는 0.5mm/min의 속도로, 항복이후에는 1.0mm/min의 속도로 하중방향변위를 증가시키면서 실험체가 종국파단되어 내력이 급격히 저하된 시점까지 가력을 수행하였다.
 (8)
(8)
여기서,
 소성화계수
소성화계수
4. 실험결과 및 분석
모든 실험체에서 하중방향의 전단파단(또는 전단항복)과 하중직각방향의 인장파단의 조합인 블록전단파단이 발생하였으며, 각 용접방법에 따라 유사한 구조적 거동(하중–변위곡선, 파단양상)을 보였다. 용접방법(피복아크용접과 티그용접)에 따라, 실험결과로 얻어진 모든 용접접합부 실험체의 하중–변위곡선과 용접방법에 따른 구조거동을 비교하기 위한 4개(FT20L40A, FT20L40T, FT30L40A, FT30L40T)의 용접접합부 실험체의 하중–변위곡선을 각각 Fig. 6과 Fig. 7에 정리하였다. 실험종료시점에서 대표적인 블록전단파단형태를 Fig. 8에 나타냈다.
아크용접 실험체의 경우는 Table 4와 Figs. 8(a), 8(c)에서 보는 바와 같이 하중방향과 동일한 용착금속부와 모재의 열영향부 경계선(Figs. 8(a), 8(c)에서에서 1, 3번 위치)에서 전단파단된후 하중방향과 직각인 용착금속부와 모재의 열영향부 경계선(Figs. 8(a), 8(c)에서에서 2번 위치)에서 인장파단되는 양상을 나타냈다. 최대내력은 Figs. 6(a)~6(c)의 하중-변위곡선상에서 전단파단에 의해 최대내력이 결정되거나 일시적으로 내력이 저하되었다가 인장파단에 의해 최대내력이 결정되는 양상을 보였다. 티그용접 실험체의 경우는 FT20L40-T실험체를 제외하고는 아크용접 실험체의 파단메커니즘(전단파단후 인장파단)과는 달리 하중직각방향으로 인장파단되고 하중방향으로 전단파단되거나 전단항복되는 양상을 나타냈다.
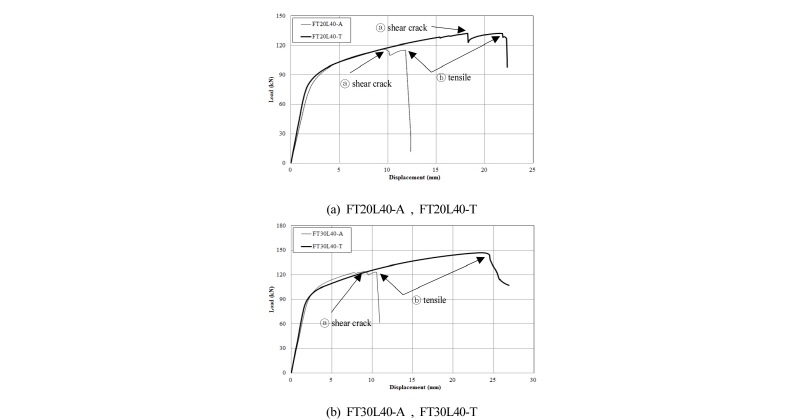
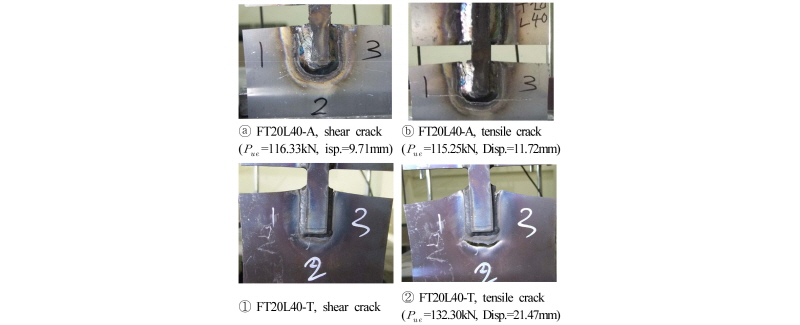
Fig. 9는 하중직각방향 용접길이 20mm와 하중방향 용접길이 40mm를 갖는 두 용접실험체(FT20L40-A와 FT20L40-T)를 대상으로 하중단계별 용접접합부의 파단양상을 파악하기 위해 실험 중에 전단파단(Fig. 7에서 ⓐ) 과 인장파단(Fig. 7에서 ⓑ)시점에서 촬영한 파단형태를 제시했다. 아크용접 실험체인 FT20L40-A는 그림 우측 1번 용접부 끝단에서 전단파단(Fig. 7에서 ⓐ)이 발생하여 최대내력이 결정된 후 인장파단(Fig. 7에서 ⓑ)에 의해 실험이 종료되었고, 티그용접 실험체인 FT20L40-T도 그림 좌측 3번 용접부 끝단에서 전단파단 후에 하부 2번 부근에서 인장파단되어 실험이 종료된 것으로 나타났다. 피복아크용접의 인장파단은 볼트접합부의 전형적인 블록전단파단과 유사하게 일직선형태로 용착금속과 열영향부의 경계선에서 인장파단이 발생한 반면에, 티그용접은 인장단면에서 약10~20mm떨어진 부근에서 커브형태의 인장 파단선을 갖는 차이점이 나타났다. 하중방향용접길이(L)와 용접방법에 따른 최대내력을 비교하기 위해 측정된 평판두께(
 로 하여 Table 5에 정리하였다. 동일용접방법에 대해 하중방향 용접길이가 증가함에 따라 내력이 증가하는 경향을 보였다.후열처리된 티그용접 접합부는 Table 5에서 보는 바와 같이 전반적으로 피복아크 용접된 접합부의 최대내력보다 1~23% 내력이 증가하였으며, 최대내력 시점에서 측정된 최대변위(Table 4) 또한 더 높은 것으로 나타났다(최소 40%, 최대 240%)을 보였다. 후열처리과정을 통해 용접시 발생된 응력집중이 풀리고, 모재부분, 열영향부부, 용착금속부분의 조직의 미세화와 저온변태조직의 생성을 통해 후열처리를 실시하지 않은 피복아크 용접접합부에 비해 인성(변위)과 내력이 상승된 것으로 판단된다.
로 하여 Table 5에 정리하였다. 동일용접방법에 대해 하중방향 용접길이가 증가함에 따라 내력이 증가하는 경향을 보였다.후열처리된 티그용접 접합부는 Table 5에서 보는 바와 같이 전반적으로 피복아크 용접된 접합부의 최대내력보다 1~23% 내력이 증가하였으며, 최대내력 시점에서 측정된 최대변위(Table 4) 또한 더 높은 것으로 나타났다(최소 40%, 최대 240%)을 보였다. 후열처리과정을 통해 용접시 발생된 응력집중이 풀리고, 모재부분, 열영향부부, 용착금속부분의 조직의 미세화와 저온변태조직의 생성을 통해 후열처리를 실시하지 않은 피복아크 용접접합부에 비해 인성(변위)과 내력이 상승된 것으로 판단된다.
5. 블록전단파단 내력식 비교·분석 및 고찰
이 절에서는 페라이트 스테인리스강 용접접합부의 실험내력(
 )과 비교하여 탄소강을 기준으로 제시된 현행기준식과 기존연구자의 제안식에 대해 스테인리스강 용접접합부의 블록전단파단내력 예측에 대한 타탕성을 평가한다.
)과 비교하여 탄소강을 기준으로 제시된 현행기준식과 기존연구자의 제안식에 대해 스테인리스강 용접접합부의 블록전단파단내력 예측에 대한 타탕성을 평가한다.
두 종류의 용접방법에 따른 용접실험체 인장실험결과의 최종파단형태는 블록전단파단으로, 하중방향의 전단파단은 공칭두께 3.0mm인 실험측 평판과 용착금속이 접하는 끝부분에서 동일하게 발생하였다 그러나, 하중직각방향의 인장파단의 경우는 3장에서 이미 언급한 바와 같이 아크용접실험체는 접합점의 끝부분에서 발생하였고, 티크용접 실험체의 경우는 접합점의 끝부분에서 일정거리 떨어진(즉, 열영향부와 모재와 경계되는) 부분에서 파단이 관찰되었다. 기준식에 의한 블록전단내력의 총인장 단면적과 총전단 단면적을 계산하기 위해 실측된 용접크기(
 )는 각각, 1.62, 1.69, 1.45, 1.93으로 나타났으며, 전단지연효과(Shear-lag effect)와 용접접합부의 특성인 삼축응력효과(Stress triaxiality effect)를 충분히 고려하지 못하고 있기 때문에 현행기준식에 의해서는 용접접합부의 블록전단파단내력을 과소평가하는 것으로 판단된다.
)는 각각, 1.62, 1.69, 1.45, 1.93으로 나타났으며, 전단지연효과(Shear-lag effect)와 용접접합부의 특성인 삼축응력효과(Stress triaxiality effect)를 충분히 고려하지 못하고 있기 때문에 현행기준식에 의해서는 용접접합부의 블록전단파단내력을 과소평가하는 것으로 판단된다.
반면에 용접접합부의 특성을 고려해 제시된 Topakaya 식 (5)와 Oosterhof et al.의 식 (6)에 의한 평균최대내력비는 각각 0.98, 1.39로 다소 개선된 것으로 나타났다. Oosterhof 등의 식은 인장파단에서 순단면파단면적(
 의 전단응력계수를 산입함으로써 용접접합부의 블록전단파단 메카니즘을 고려하고 있기 때문에 예측내력의 신뢰성이 높아진 것으로 판단된다. Table 6에서 Topkaya식에 의한 최대내력은 아크용접 실험체가 티그용접 실험체보다 실험최대내력에 근접하는 것으로 나타났으며, 티크용접실험체의 최대내력을 5~17% 과대평가하는 것으로 나타났다.
의 전단응력계수를 산입함으로써 용접접합부의 블록전단파단 메카니즘을 고려하고 있기 때문에 예측내력의 신뢰성이 높아진 것으로 판단된다. Table 6에서 Topkaya식에 의한 최대내력은 아크용접 실험체가 티그용접 실험체보다 실험최대내력에 근접하는 것으로 나타났으며, 티크용접실험체의 최대내력을 5~17% 과대평가하는 것으로 나타났다.
6. 결 론
페라이트계 스테인리스강 용접접합부의 블록전단파단의 내력평가를 위해 용접방법(아크, 티크) 및 용접길이(하중방향, 하중직각방향)를 주요변수로 하여 실험적 연구를 수행하였다.
모든 실험체에서 하중방향의 인장파단과 하중직각방향의 전단파단의 조합인 블록전단파단이 발생하였으며, 동일치수에 대해 티그용접 접합부가 아크용접접합부에 비해 열처리에 의한 조직 안정화(미세화)로 최대내력시점에서 변형능력(인성)이 2배정도, 강도는 최대 23%까지 높게 나타났다. 파단양상에서도 아크용접 접합부에서는 인장파단이 용착금속과 모재 접합점에서 발생하였으나, 티그용접 접합부에서는 일정거리가 떨어진 모재부분에서 인장파단이 관찰되었다.
AISC, EC3 및 기존 연구자(Topakaya, Oosterhof 등)에 의해 제시된 블록전단 예측식에 의한 내력을 실험최대내력과 비교한 결과, AISC와 EC3기준 및 Oosterhof 등에 의한 식은 실험결과의 블록전단파단내력을 평균 20%~93%범위로 과소평가하는 것으로 나타났다. 인장파단의 유효계수 1.25를 고려한 Topkaya의 제안식에 의해 아크용접 접합부 실험최대내력을 안정적으로 평가하였으나, 티그용접 접합부에 대해서는 5%~17% 정도 과대평가하였다. 추후, 용접방법에 따른 변형능력과 내력차이를 고려한 블록전단파단내력식을 고찰해 볼 필요가 있다.
Acknowledgments
본 연구는 한국연구재단(교육부) 지역대학 우수과학자 지원사업(과제번호 : NRF-2015R1D1A3A01016603)하에 이루어진 연구결과의 일부임.
References
- Johnson, A.L., and Winter, G. (1966) Behavior of Stainless Steel Columns and Beams, Journal of the Structural Division, American Society of Civil Engineers, Vol.92, No.5, pp.97-118.
- American Iron and Steel Institute (1968) Specification for the Design of Light Gage Cold-Formed Stainless Steel Structural Members, AISI, USA.
-
이명재(1989) Stainless Steel의 기계적 성질 및 좌굴내력에 관한 연구, 대한건축학회논문집, 대한건축학회, 제5권, 제6호, pp.319-326.
Lee, M.J. (1989) Mechanical Properties and Buckling Strength of Stainless Steel Members, Journal of Architectural Institute of Korea, AIK, Vol.5, No.6, pp.319-326 (in Korean). -
Kim, T.S., and Kuwamura, H. (2007) Finite Element Modeling of Volted Connections in Thin-Walled Stainless Steel Plates Under Static Shear, Thin-Walled Structures, Elsevier, Vol.45, No.4, pp.407-421.
[https://doi.org/10.1016/j.tws.2007.03.006]

-
김태수, 정하영, 김민성, 임진성(2010) 스테인레스강(STS304) 박판 일면전단 볼트 접합부의 거동에 관한 실험적 연구, 대한건축학회논문집 – 구조계, 대한건축학회, 제26권, 제5호, pp.11-18.
Kim, T.-S., Jeong, H.-Y., Kim, M.-S., and Lim, J.-S. (2010) An Experimental Study on Behavior of Single Shear Bolted Connections with Thin-Walled Stainless Steel, Journal of Architectural Institute of Korea – Structure & Construction, AIK, Vol.26, No.5, pp.11-18 (in Korean). -
김태수, 김민성(2013) 페라이트계 스테인리스강(STS430) 이면전단 볼트접합부의 구조거동에 관한 실험적 연구, 한국강구조학회논문집, 한국강구조학회, 제25권, 제5호, pp.463-474.
Kim, T.S., and Kim, M.S. (2013) An Experimental Study on Structural Behaviors of Double Shear Bolted Connections Fabricated with Ferritic Stainless Steel (STS430), Journal of Korean Society of Steel Construction, KSSC, Vol.25, No.5, pp.463-474 (in Korean). [https://doi.org/10.7781/kjoss.2013.25.5.463]
- American Institute of Steel Construction (2011) Steel Construction Manual (14th Ed.), AISC, USA.
-
김태수(2013) 오스트나이트계 스테인리스강(STS304) 모살용접 접합부의 최대내력, 대한건축학회논문집 – 구조계, 대한건축학회, 제29권, 제9호, pp.31-38.
Kim, T.-S. (2013) Ultimate Strength of Fillet-Welded Connection in Thin-Walled Austenitic Stainless Steel, Journal of Architectural Institute of Korea – Structure & Construction, AIK, Vol.29, No.9, pp.31-38 (in Korean). -
조재병, 정경섭, 이정우(2006) 모재의 두께와 용접치수에 따른 필릿용접부의 강도, 한국강구조학회논문집, 한국강구조학회, 제18권, 제3호, pp.331-337.
Jo, J.B., Jung, K.S., and Lee, J.W. (2006) Effects of Plate Thickness and Weld Size on the Strength of Fillet Welded Lap Joints, Journal of Korean Society of Steel Construction, KSSC, Vol.18, No.3, pp.331-337 (in Korean). -
조재병, 이혜영(2012) 강종에 따른 종방향 필릿용접부 공칭강도 계산식의 제안, 한국강구조학회논문집, 한국강구조학회, 제24권, 제5호, pp.503-510.
Jo, J.B., and Lee, H.Y. (2012) Proposal of Estimation Equation for Nominal Strength of Longitudinal Fillet Welds with Different Types of Steel, Journal of Korean Society of Steel Construction, KSSC, Vol.24, No.5, pp.503-510 (in Korean). [https://doi.org/10.7781/kjoss.2012.24.5.503]
-
대한건축학회(2009) 건축구조기준 및 해설, 기문당.
Architectural Institute of Korea (2009) Korea Building Code and Commentary, Kimoondang, Korea (in Korean). - American Institute of Steel Construction (2001) Manual of Steel Construction: Load and Resistance Factor Design (3rd Ed.), AISC, USA.
- American Institute of Steel Construction (2007) Steel Construction Manual (13th Ed.), AISC, USA.
- European Committee for Standardization (1996) Eurocode 3: Design of Steel Structures, Part 1-3: General Rules – Supplementary Rules for Cold-Formed Thin Gauge Members and Sheeting (ENV 1993-1-3), Belgium.
-
Topkaya, C. (2004) A Finite Element Parametric Study on Block Shear Failure of Steel Tension Members, Journal of Constructional Steel Research, Elsevier, Vol.60, No.11, pp.1615-1635.
[https://doi.org/10.1016/j.jcsr.2004.03.006]
-
Topkaya, C. (2007) Block Shear Failure of Gusset Plates with Welded Connections, Engineering Structures, Elsevier, Vol.29, No.1, pp.11-20.
[https://doi.org/10.1016/j.engstruct.2006.04.003]
- Canada Standards Association (2009) Design of Steel Structures (CAN/CSA-S16-09), Canada.
-
Oosterhof, S.A., and Driver, R.G. (2010) Effects of Connection Geometry on Block Shear Failure of Welded Lap Plate Connections, Journal of Constructional Steel Research, Elsevier, Vol.67, No.3, pp.525-532.
[https://doi.org/10.1016/j.jcsr.2010.09.003]
-
황보경, 김태수(2015) 단순인장력을 받는 페라이트계 스테인리스강(STS430) 모살 용접접합부의 최대내력에 관한 실험적 연구, 한국강구조학회 2015년 학술발표대회 논문집, 한국강구조학회, pp.47-48.
Hwang, B.K., and Kim, T.S. (2015) Experimental Study on the Ultimate Strength of Ferritic Stainless Steel (STS430) Fillet Welded Connections Under Tensile Load, Proceedings of Annual Conference of Korean Society of Steel Construction, KSSC, pp.47-48 (in Korean).


 (MPa)
(MPa) (MPa)
(MPa)
 (mm)
(mm) (MPa)
(MPa) (MPa)
(MPa) YR(%)
YR(%)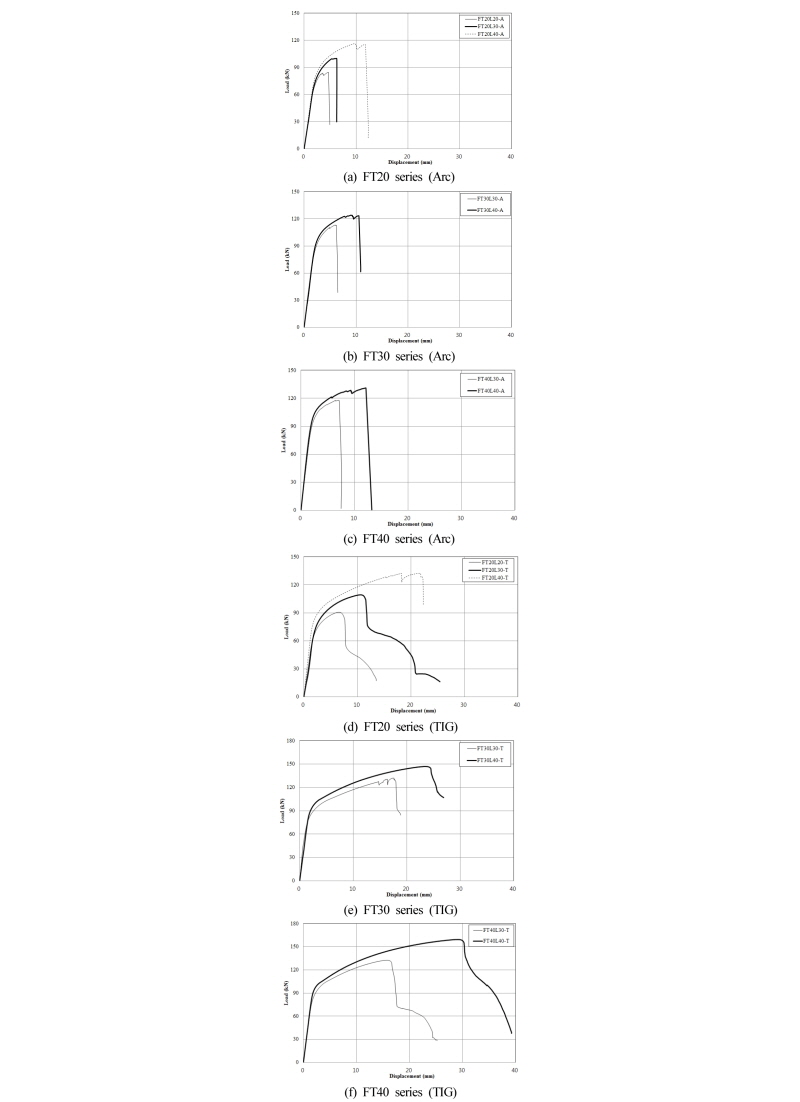
 (mm)
(mm) (kN)
(kN)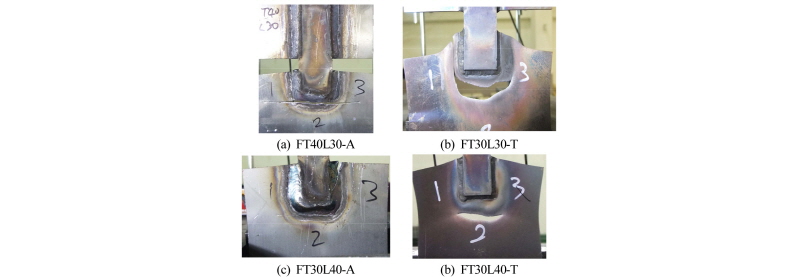
 (mm)
(mm) (kN)
(kN) (kN)
(kN) (kN)
(kN)

 (mm)
(mm)
 )
)
 /
/

 /
/

 /
/

 /
/

 /
/

 /
/