볼트홀을 산소토치로 천공한 강재의 인장강도 및 지압이음강도
Copyright ⓒ 2014 by Korean Society of Steel Construction
초록
본 연구에서는 드릴천공 대비 산소토치로 볼트홀을 천공한 강재의 인장강도 평가와 지압이음강도 평가를 위한 실험 연구를 수행하였다. 강재의 인장강도 평가를 위해 앵글과 H-형강으로부터 각각 두께 10mm와 20mm의 드릴 및 산소천공 시험편을 제작하였다. 지압이음강도의 평가를 위해서는 모재와 첨접판을 드릴천공한 강재와 산소천공한 강재를 조합하여 시험체들을 제작하고 볼트이음강도 평가 실험을 수행하였다. 한편, 산소천공 시 열영향으로 인한 볼트홀 주위의 강재 성질의 변화를 평가하기 위해 비커스 경도를 측정하고 그 결과를 제시하였다. 또한, 산소천공 시 볼트홀 주위의 경도 증가에 따른 볼트이음강도의 평가를 위해 수치해석을 수행하였다.
Abstract
In this paper, experiments for the evaluation of tensile strength of steel plate with bolt hole and bearing strength of bolted connection were performed, where bolt holes were punched by drilling and oxygen torch, respectively. For the tensile tests, drilled and oxygen torch punched steel plate specimens of 10mm and 15mm thickness were made from structural angles and H-shapes, respectively. For the bearing strength evaluation, test specimens were fabricated with base plates and splice plates those were also punched by drilling and oxygen torch, respectively. The Vicker’s hardness were measured around the bolt hole to investigate material property change due to heat effect by oxygen torch cut. Numerical analysis was also performed to investigate the bearing strength of bolted joints due to the increase of hardness around the bolt hole by oxygen torch cut.
키워드:
볼트홀, 산소토치 천공, 인장강도, 지압이음강도, 경도Keywords:
Bolt hole, Oxygen torch cut, Tensile strength, Bearing strength, Hardness1. 서 론
도시철도나 고층건물과 같은 지하구조물의 시공 시 강재를 이용한 버팀보 방식의 가시설구조가 흔히 사용된다. 본 구조는 벽체말뚝, 중간말뚝, 띠장, 버팀보들로 구성되고 버팀보들 간에는 수평브레이싱으로, 중간말뚝들 간에는 경사 수직브레이싱으로 연결함으로써 비지지 좌굴길이를 조절한다. 이들 가시설 부재의 현장 연결은 일반적으로 고장력볼트에 의한 지압이음이 사용된다.
현재 가시설구조의 볼트구멍 천공에 대한 국내 기준을 살펴보면 다음과 같다. 먼저, 도시철도(지하철)공사표준시방서[1]의 ‘가시설공’ 편에서는 강재의 볼트이음을 위한 천공작업은 반드시 드릴 천공기에 의하도록 규정하고 있다. 한편, 가설공사표준시방서[2]에서 ‘가설흙막이’ 편에서는 볼트구멍의 천공에 대해 별다른 언급이 없으나, ‘노면복공’ 편에서는 볼트구멍을 반드시 드릴로 천공하도록 규정하고 있다. 또한, 강구조공사표준시방서[3]에서는 구멍뚫기는 드릴 및 리머 다듬질을 병용하여 마무리하거나, 가조립 이전에 구멍을 뚫을 때는 자동천공기를 사용토록 제시하고 있다.
하지만, 실제 현장에서는 구석진 코너부에 천공장비가 들어갈 수 없는 경우나 고소작업 시 드릴천공 장비의 중량으로 인해 인력에 의한 시공성이 극히 불리한 개소에 불가피하게 산소토치로 볼트홀을 천공한(이하 산소천공) 사례가 그동안 있어 왔다.
앞에서 살펴 본 바와 같이 국내 주요기준들에서는 가시설구조에 대해서도 볼트홀을 드릴로 천공하도록 제시하고 있다. 그 이유는 산소천공으로 볼트홀을 뚫는 경우 수작업에 따른 볼트구멍 크기의 변동성(특히 과대공), 볼트홀 주위의 열영향으로 인한 강재 성질의 변화, 볼트홀 면이 매끈하지 않음으로 인한 응력집중 가능성 등으로 인해 볼트이음강도가 저하될 수 있다는 우려 때문으로 판단된다.
볼트이음 강도는 미끄러짐 계수, 볼트 도입축력, 강재의 강도를 비롯하여 모재 및 첨접판의 두께, 볼트 간격, 연단거리, 과대공 등의 다양한 인자에 의해 영향을 받게 된다. 이러한 인자를 고려한 볼트이음 강도의 평가를 위해 그동안 많은 실험과 해석적 연구들이 수행되었는데, Han et al.[4]의 논문에 기존 연구 성과들이 정리되어 있다. 기존 연구 중에 산소천공 시 우려되는 인자 중의 하나인 과대공을 갖는 볼트이음강도에 관련한 연구로는 다음 논문들이 발표되었다. 먼저, Cho[5]는 M22-F10T 고장력볼트에 대해 표준공(24mm)과 확대공(26mm)을 갖는 시험편을 제작하고 이음면을 각각 숏블라스트 처리한 것과 징크리치 프라이머를 도포한 볼트이음에 대해 이음강도 평가 실험을 수행하였다. 그 결과 숏블라스트 처리한 과대공 이음에서는 이음강도의 저하가 거의 없었으나, 징크리치를 도포한 과대공 이음에서는 4% 정도의 강도 저하가 발생하였다고 제시하였다. Yang et al.[6]은 M22-F10T 고장력볼트에서 표준공(24mm)과 과대공(26mm 및 28mm), M24-F10T 고장력볼트에서 표준공(26mm)과 과대공(28mm 및 30mm)을 갖는 이음에 대한 실험을 수행하였으며 표준공 대비 과대공에서 볼트이음강도는 최대 13.5% 감소하였다고 제시하였다. 한편, Shim et al.[7]은 M22-F10T 볼트이음에 대해 볼트 간격, 모재 두께, 연단거리, 볼트홀 크기 등의 변수를 고려하여 볼트이음강도의 변화를 해석적으로 평가하였다. 이 중 과대공과 관련한 해석에서 구멍 직경을 24mm(표준공)에서 30mm까지의 과대공을 고려하였으며, 직경이 증가할수록 이음판과 와셔의 접촉면적 감소로 인해 강판의 응력이 10% 정도 선형적으로 증가하였다고 제시하였다.
하지만, 현재까지 볼트홀의 산소천공에 따른 이음강도 평가를 위한 국내외 연구 사례는 찾기가 어렵다. 이에 본 연구에서는 두 가지 실험을 수행하였다. 첫 번째 실험은 두께 10mm와 15mm 강재에 대해 드릴천공과 산소천공에 의한 볼트홀을 갖는 강재의 인장강도 평가 실험을 수행하였다. 두 번째 실험은 모재와 첨접판의 볼트홀 천공 방식에 따른 지압이음강도 평가를 위한 실험을 수행하였다. 한편, 볼트홀의 산소천공 시 강재의 성질변화를 평가하기 위해 볼트홀 주위의 경도(hardness)를 측정하고 그 결과를 제시하였다. 또한 산소천공 시 볼트홀 주위의 경도 증가가 지압이음강도에 미치는 영향을 전산해석으로 평가하였다.
2. 볼트홀 천공 강재의 인장강도 평가
2.1 볼트홀 천공 인장시험편의 제작

실험에 사용한 강재는 가시설구조에서 주로 사용되는 SS400재를 고려하였다. 볼트홀의 드릴천공 대비 산소천공에 따른 강재의 인장강도 평가를 위해 두께 10mm와 15mm의 강재를 고려하였으며, 산소천공의 경우 작업자에 따른 편차를 고려하기 위하여 3명의 작업자(A, B, C)들이 각각 산소토치로 천공한 시험편을 제작하였다. 천공작업은 형강재를 보관하는 현장 야드에서 시행하였으며, 산소천공은 사전에 원형 마킹을 한 후 실시하였다.
먼저, 두께 10mm의 시험편은 2개의 앵글(ㄱ-90×90×10)에서 제작하였다. 앵글-1에서는 드릴천공 5개(D1~D5-10T)와 작업자-A가 산소천공한 5개의 인장시험편(A1~A5-10T)을 제작하였으며, 앵글-2에서는 작업자-B와 C가 각각 산소천공한 5개의 인장시험편(각각 B1~B5-10T 및 C1~C5-10T)을 제작하였다. 한편, 두께 15mm의 시험편은 1개 형강(H-300 ×300×10×15)의 플랜지에서 드릴천공 5개(D1~D5-15T)와 작업자-A, B, C가 각각 산소천공한 5개의 인장시험편(각각 A1~A5-15T, B1~B5-15T 및 C1~C5-15T)을 제작하였다. 앵글 및 H-형강에서 인장시험편은 Fig. 1의 제원으로 제작하였으며 공장에서 레이저로 절단한 후 절단면은 밀링으로 매끈하게 가공하였다.
2.2 KS 표준시험편 인장강도 평가
볼트홀 천공 인장시험편을 채취한 두 개의 앵글과 한 개의 H-형강에서 강재의 강도 평가를 위해 KS 1호 표준 인장시험편[8]을 각각 3개씩 제작하였다. 인장시험편 3개의 평균 항복강도 및 인장강도는 Table 1에 제시하였다.
2.3 볼트홀 천공 시험편의 인장실험 결과
볼트홀을 갖는 인장시험편에 대한 강도 실험은 Fig. 2에 보인 바와 같이 1,000kN UTM을 사용하여 실시하였다. 하중은 2mm/min의 속도로 변위제어로 가력하였다. 볼트홀을 갖는 강재의 인장강도 평가에 앞서 각 시험편의 두께와 폭, 볼트구멍의 크기(시험편 설치 기준으로 수평 및 수직 방향)를 측정하였으며, 두께 10mm와 15mm 시험편에 대한 측정치를 실험 결과와 함께 Table 2와 Table 3에 각각 제시하였다.
Table 2와 Table 3으로부터 산소천공에 의한 볼트구멍의 수평 및 수직 방향 오차는 드릴천공을 기준으로 할 때 두께 10mm 시험편에서는 –0.30~+0.93mm, 15mm 시험편에서는 –0.51~+0.72mm 수준이었다. 산소천공에 앞서 원형 마킹을 실시한 관계로 볼트홀의 형상은 대체로 원형에 가까웠으며 최대 확공 오차는 1mm 이내였다.
먼저, 두께 10mm 시험편에서 드릴천공 대비 산소천공 시의 항복 및 인장강도의 상대 평가를 위해 드릴 천공 시험편의 평균 강도를 기준값 100.0으로 하고, 산소천공 작업자-A에 대한 결과는 단면적 보정을, 작업자-B와 C에 의한 결과는 단면적과 Table 1에 제시한 강재의 강도비를 고려하여 보정한 항복 및 인장강도 비를 Table 2에 제시하였다. 단면적의 보정은 산소천공 시 작업자에 따른 볼트홀 직경의 편차를 감안하기 위하여 전단면(gross section)을 기준으로 하였다. 한편, 두께 15mm 시험편은 1개의 H-형강에서 시험편을 제작하였으므로 드릴천공 시험편의 평균 강도를 기준으로 하고 작업자-A, B, C에 의한 결과는 단면적에 대한 보정만을 실시하여 산정한 항복 및 인장강도 비를 Table 3에 제시하였다. Table 2와 Table 3으로부터 10mm와 15mm 두께의 강재에 대해 모두 항복강도는 4~6% 정도 증가하였고, 인장강도는 최대 1.5% 정도 감소하였다. 그리고, 산소천공 작업자에 따른 평균 항복 및 인장 강도의 차이는 2% 이내였다.
2.4 볼트홀 천공 시험편의 실험 결과 분석
Table 2와 Table 3에서 제시한 바와 같이 판두께 차이와 산소천공 작업자의 차이에 의한 편차는 비교적 작았다. 따라서 두께 10mm와 15mm 시험편에 대해 드릴천공은 총 10개 시험편, 산소천공은 3명의 작업자에 의한 총 30개 시험편에 대해 산술평균과 변동계수(coefficient of variation)를 평가하고 이를 Table 4에 제시하였다. 이로부터 항복강도는 드릴천공 대비 산소천공 시 평균 5.3% 증가하였으며, 인장강도는 평균 1.0% 감소하였다. 드릴천공에 비해 산소천공 시 항복강도가 증가한 이유는 산소천공 시 열영향으로 인해 볼트홀 주위의 경도가 증가하였기 때문으로 판단된다. 이에 경도 측정을 실시하였으며, 그 결과는 4장에 제시하였다.
한편, Table 4로부터 드릴천공 대비 산소천공 시 항복강도에 대한 변동계수(COV)는 1.58 배, 인장강도에 대한 변동계수는 2.14 배 증가하였다. 따라서 드릴천공에 비해 산소천공 시 항복강도와 인장강도의 변동계수는 약 2배 내외로 증가하였다. 이러한 점을 감안하여 신뢰도지수
 일 때 부재의 파괴확률은 1/4,300이 되며, 이는 현재 하중저항계수설계법에서 강도한계상태(strength limit state)에 적용되는 확률이다. Table 4로부터 확률론적 강도비는 드릴천공 대비 산소천공 시 항복강도는 1.0% 크지만 인장강도는 5.4% 작게 평가되었다.
일 때 부재의 파괴확률은 1/4,300이 되며, 이는 현재 하중저항계수설계법에서 강도한계상태(strength limit state)에 적용되는 확률이다. Table 4로부터 확률론적 강도비는 드릴천공 대비 산소천공 시 항복강도는 1.0% 크지만 인장강도는 5.4% 작게 평가되었다.
3. 볼트 지압이음강도 평가
3.1 볼트이음 시험편 제작
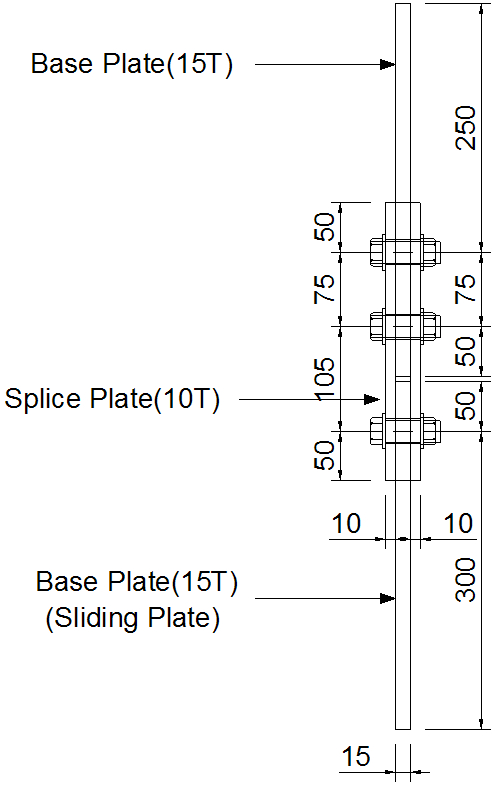
지압이음강도의 평가를 위해 모재는 두께 15mm(H-형강 플랜지에서 제작)로 하고 첨접판은 10mm(앵글에서 제작)로 하였으며 시험체의 형상은 Fig. 3과 같다. 인장 가력 시 편심을 피하기 위하여 첨접판은 모재의 양면에 설치하였으며, 상측 모재는 2개의 볼트로 체결하여 고정판 역할을 하도록 하고, 하측 모재는 미끄러짐이 발생하여 지압(bearing) 상태가 되도록 1개의 볼트만을 체결하였다.
볼트는 M22-F10T 고장력볼트를 사용하였으며, 볼트의 체결은 모든 시험체에 일정한 볼트축력을 도입하기 위해 Kanon 社의 토크렌치를 사용하여 수동 체결하였다. M22-F10T 볼트의 지압이음 시 도입 축력은
 는 다음과 같다.
는 다음과 같다.

 (1)
(1)
여기서,
 은 볼트의 축력이다.
은 볼트의 축력이다.
실험 변수는 모재와 첨접판의 천공방식을 조합하여 각각 드릴-드릴 천공(DD-series), 산소-산소 천공(SS-series), 산소-드릴 천공(SD-series) 조합에 대해 각각 5개씩 실험을 수행하였다. 볼트이음강도 평가 시험체의 미끄럼판은 1개의 H-형강으로부터 제작하였으며, 강재의 강도 확인을 위해 본 형강의 플랜지에서 3개의 KS 표준시험편을 제작하였다. 본 형강의 coupon test 결과는 Table 5에 제시하였다.
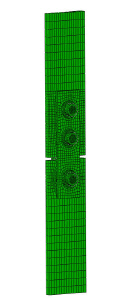
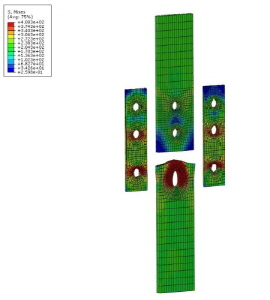
한편, ABAQUS[9]를 이용하여 볼트이음시험편에 대한 사전해석을 Fig. 4에 보인 바와 같이 수행하였으며, 이로부터 종국이음강도는 첨접판보다는 미끄럼판의 볼트홀 주위가 지압파괴에 의해 지배하는 것으로 분석되었다. 따라서 첨접판에 대해서는 별도의 coupon test를 실시하지 않았다. 전산해석 상세에 대해서는 4.3절에서 경도 변화를 고려한 해석 결과와 함께 기술하기로 한다.
3.2 지압이음강도 평가 실험 결과
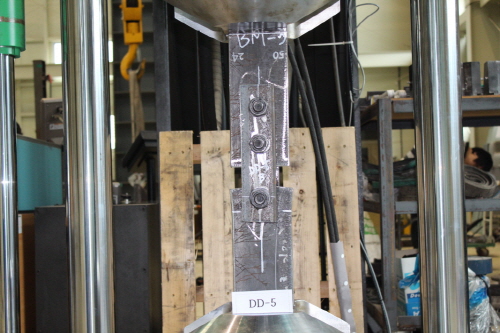
지압이음강도 평가 실험은 인장실험에 사용한 1,000kN UTM으로 2mm/min의 속도로 변위제어로 가력하였으며 실험 장면은 Fig. 5와 같다. Fig. 4의 사전 전산해석에 의한 것과 같이 종국이음강도는 미끄럼판과 볼트의 지압에 의해 미끄럼판의 지압파괴 또는 할렬파괴에 의해 발생하였으며, Fig. 6에 시험 후 해체한 시험편의 형상을 예시하였다. 볼트이음강도 평가 실험 결과는 Table 6에 제시하였다.
3.3 볼트이음강도 평가 결과 분석
전술한 바와 같이 종국지압강도는 미끄럼판의 볼트홀 부위와 볼트 줄기의 지압파괴에 의해 지배되므로 미끄럼판의 폭은 종국강도에 영향을 미치지 않으나 판두께의 차이는 영향을 미치는 것으로 고려하여 볼트홀 좌․우측의 판두께를 실험 전에 측정하였으며 이를 Table 6에 제시하였다. 이로부터 판두께의 차이가 크지 않아 실험 결과에 대해 별도의 보정을 하지는 않고, 미끄럼판과 첨접판을 드릴-드릴 천공한 시험체(DD-series)의 평균 강도를 기준값 100.0으로 하여 종국강도 비를 제시하였다. Table 6로부터 평균강도 비는 DD- series에 비해 산소-드릴 천공(SD-series)과 산소-산소 천공 (SS-series)한 시험체가 2~6% 큰 값을 보였는데, 이는 산소천공에 의한 열영향으로 볼트홀 주위의 경도가 증가한 것에 역시 원인이 있는 것으로 판단된다.
한편, 각 시험체에 대한 변동계수와 신뢰도지수
 )의 비를 Table 7에 제시하였다. 이로부터 DD-series에 비해 SS-series와 SD-series의 변동계수는 상대적으로 크게 산출되었으나, 전체적으로 볼트이음강도 실험에서 변동계수는 매우 작은 값을 보였다. 이로 인해 확률론적 강도비도 DD-series에 비해 SD-series와 SS-series 시험체에서 2~6% 큰 이음강도를 보였다.
)의 비를 Table 7에 제시하였다. 이로부터 DD-series에 비해 SS-series와 SD-series의 변동계수는 상대적으로 크게 산출되었으나, 전체적으로 볼트이음강도 실험에서 변동계수는 매우 작은 값을 보였다. 이로 인해 확률론적 강도비도 DD-series에 비해 SD-series와 SS-series 시험체에서 2~6% 큰 이음강도를 보였다.
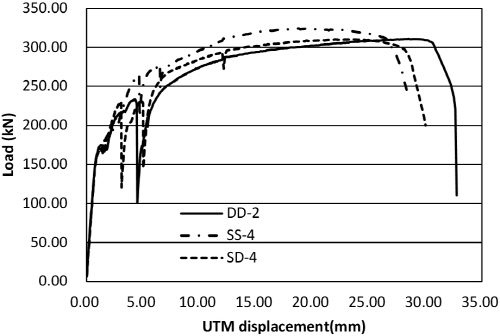
한편, 각 series 별 시험체에서 대표적인 하중-변위선도를 Fig. 7에 제시하였다. 여기서 변위값은 시험체에 별도의 변위계를 설치하지 않은 관계로 UTM 자체의 변위이다. 따라서, 정확한 비교는 곤란하나, Fig. 7로부터 미끄럼판의 파괴 직전까지의 최대 변위는 SS-series와 SD-series 시험체가 DD-series에 비해 대체로 조금 작은 값을 보였는데, 이는 산소천공에 의해 경도는 증가한 반면 연성은 감소하였기 때문으로 판단된다.
4. 경도 분석
4.1 경도 측정 개요
앞의 Table 4에서 제시한 바와 같이 볼트홀이 있는 강재의 인장강도 평가 실험에서 드릴천공에 비해 산소천공 시 강재의 항복강도는 평균 5.3% 증가하였고, Table 7로부터 볼트이음강도 역시 2~6% 증가하였다. 이는 산소천공 시 볼트홀 주위가 열영향으로 인해 경도가 증가한 것에 원인이 있는 것으로 판단되어, 볼트홀의 천공 방식에 따른 경도 측정을 실시하였다. 경도측정은 동일 앵글(10mm)과 동일 H-형강(15mm)에서 드릴천공과 산소천공에 의한 시편을 제작하였으며, 공인시험기관에서 비커스경도(Vicker’s hardness, Hv)를 측정하였다.
4.2 경도 측정 결과
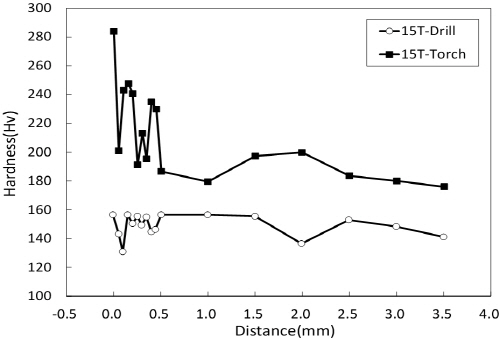
두께 10mm와 15mm 강재에서 드릴천공과 산소천공에 의한 볼트홀 주위의 비커스경도 측정 결과를 각각 Fig. 8(a)와 8(b)에 제시하였다. 드릴천공의 경우 10mm 및 15mm 시편 모두 볼트홀 인접부에서 경도의 증가는 거의 없으며 145 전후의 경도를 보였다. 이에 비해 산소천공 10mm 시편에서는 최대 200 전후로, 15mm 시편에서는 240 전후로 증가하였다. 이로부터 드릴천공에서는 판두께에 관계없이 경도의 변화가 거의 없었으나 산소천공에 의한 경우에는 열영향으로 인해 볼트홀 인접부, 특히 볼트홀 면으로부터 0.5mm 구간에서 경도가 크게 증가하였다. 또한, 경도의 증가는 판이 두꺼울수록 커지는 경향을 보였는데, 이는 판이 두꺼울수록 산소천공 시 상대적으로 긴 시간 동안 열이 가해졌기 때문으로 판단된다.
4.3 전산해석에 의한 이음강도 평가
드릴천공에 비해 산소천공 시 볼트홀 주위의 경도가 증가하는 것이 확인되었는데, 이러한 결과가 볼트이음강도에 미치는 영향을 평가하고자 ABAQUS[9]를 사용하여 전산해석을 수행하였다. 드릴천공 첨접판과 모재는 모두 경도의 증가가 없는 것으로 가정하고, 산소천공 시에는 볼트홀 면으로부터 0~0.5mm, 0.5~2.5mm, 2.5~3.5mm의 3 구간으로 구분하여 Fig. 8로부터 각 구간별 경도의 평균값을 구하였으며 이를 Table 8에 제시하였다.
한편, KS B ISO TR 10108[10]에 비커스 경도와 인장강도 간의 관계가 제시되어 있다. Fig. 8로부터 드릴천공 시험체의 첨접판과 모재의 경도는 145로 설정하고 Table 5에 제시한 항복강도(
 MPa)를 적용하였다. 산소천공 시험체의 항복 및 인장강도는 볼트홀로부터 각 구간별 평균 경도를 고려하여 드릴천공 시의 경도 145에 대해 KS B ISO TR 10108에 따라 스케일하여 결정하였으며 이를 Table 8에 제시하였다.
MPa)를 적용하였다. 산소천공 시험체의 항복 및 인장강도는 볼트홀로부터 각 구간별 평균 경도를 고려하여 드릴천공 시의 경도 145에 대해 KS B ISO TR 10108에 따라 스케일하여 결정하였으며 이를 Table 8에 제시하였다.
ABAQUS에 의한 전산해석에서 모재, 첨접판, 볼트 및 와셔를 Fig. 4에 보인 바와 같이 8절점 고체요소(C3D8)로 사용하여 모델링하였다. 모재면을 Master Surface, 첨접판의 면을 Slave Surface로 정의하여 Surface-to-Surface 방법으로 접촉요소(Contact pair)를 모델링하였으며, 두 면의 마찰계수는 0.38을 적용하였다. 참고로 볼트이음강도 평가 실험에 앞서 마찰계수를 평가하기 위한 실험을 수행하였는데, 마찰계수 0.38은 강재면에 작은 강재블록을 올려 놓고 강재의 기울기를 증가시켜 가면서 강재블록이 미끄러질 때의 평균 기울기로부터 산정한 값이다. 한편, 볼트구멍의 직경은 모재와 첨접판 모두 25mm로 고려하였으며, 볼트 도입축력은 실제 실험에서 도입한 축력 230kN을 적용하였다. 경계조건은 하측 모재 하단을 축방향 구속을 하고 상측 모재 상단에서 인장하중을 재하하였다.
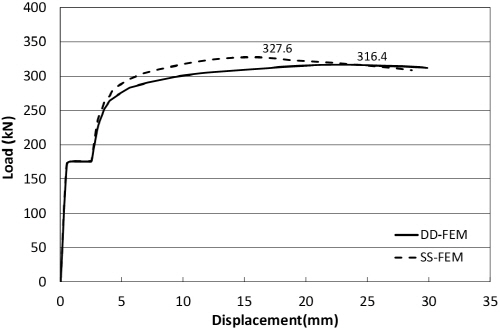
이상의 조건을 고려하여 DD-시험체와 SS-시험체에 대한 해석 결과를 Fig. 9에 제시하였다. Fig. 8에서 알 수 있듯이 실험에서는 하중이 증가함에 따라 미끄러짐이 2~3회 나누어 발생된 후 볼트와 모재가 지압상태가 되어 서서히 하중이 증가하는 양상을 보였다. 반면에 해석에서는 판들의 미끄러짐이 한 번에 발생한 후 지압상태가 되어 하중에 저항하는 양상을 보였다. 이러한 차이를 해석적으로는 구현하기는 어렵지만 DD-시험체와 SS-시험체의 최대하중은 각각 316.4kN과 327.6kN으로 SS-시험체가 약 3.5% 큰 이음강도를 보였다. 이러한 결과는 산소천공 시 볼트홀 주위의 경도와 강도가 증가하여 볼트이음강도가 증가하였음을 설명해 준다.
5. 결 론
본 연구에서는 드릴천공 대비 산소토치로 볼트홀을 천공한 강재의 인장강도 평가와 볼트이음강도 평가를 위한 실험 연구를 수행하였으며, 이로부터 얻은 결론은 다음과 같다.
(1)드릴천공 대비 산소천공 볼트홀을 갖는 두께 10mm와 15mm의 인장시험편에 대한 실험 결과 산술평균 기준으로 항복강도는 5.3% 증가하였으며, 인장강도는 1% 감소하였다.
(2)한편, 인장시험에서 항복 및 인장강도의 변동계수(COV)는 드릴천공에 비해 산소천공 시 약 2배 내외로 증가하였으며, 이를 감안하여 신뢰도지수
 를 적용하였을 때 확률론적으로 평가한 항복강도는 드릴천공 대비 1% 큰 값을 보였으나 인장강도는 5.4% 감소하였다.
를 적용하였을 때 확률론적으로 평가한 항복강도는 드릴천공 대비 1% 큰 값을 보였으나 인장강도는 5.4% 감소하였다.
(3)모재 및 첨접판의 드릴천공 대비 산소천공 시 지압이음강도는 평균 2~6% 증가하였으나, 파단 시까지의 최대변위는 대체로 조금 감소하는 경향을 보였다. 이는 산소천공의 경우 볼트홀 주위의 열영향으로 인해 강재의 강도는 조금 증가하지만 연성은 감소하기 때문으로 판단되었다.
(4)드릴천공과 산소천공한 볼트홀 주위의 비커스경도를 측정한 결과, 산소천공 시 볼트홀 주위의 경도가 증가하는 것을 확인할 수 있었으며, 판두께가 두꺼울수록 경도의 증가폭은 컸다.
(5)산소천공 시 볼트홀 주위의 경도 증가를 고려한 전산해석으로부터 드릴천공에 비해 산소천공 시 최대 이음강도가 실험결과에 준하는 수준으로 증가함을 확인할 수 있었다.
향후 과제로는 반복하중을 받는 가시설구조에 대비하여 피로실험에 의한 피로강도의 평가가 필요할 것으로 생각된다. 본 연구의 실제 목적은 볼트홀의 산소천공 시 지압이음강도에 대한 실험데이터를 제공하는 것이며, 본 연구의 데이터와 향후 피로강도에 대한 연구가 수행되면 이러한 결과들을 바탕으로 가시설구조에서 볼트홀의 산소천공에 관한 기준의 재논의가 가능할 것으로 판단된다. 단, 하중을 직접 지지하지 않는 볼트이음에 한하고 판두께의 제한과 산소천공 후 리머 다듬질을 병행함으로써 볼트홀의 품질을 최대한 확보하되 과대공을 방지할 수 있는 것을 전제로 하여야 할 것으로 판단된다.
Acknowledgments
본 연구는 ‘부산대학교 생산기술연구소 학술연구비’의 지원으로 수행되었으며 이에 감사드립니다.
References
-
건설교통부(1997)도시철도(지하철)공사표준시방서.
Ministry of Construction and Transporation (1997) Standard Specifications for Urban Railway (Subway) Construction, Korea (in Korean). -
건설교통부(2006) 가설공사표준시방서.
Ministry of Construction and Transportation (2006) Standard Specifications for Temporary Construction, Korea (in Korean). - 한국강구조학회(2012) 강구조공사 표준시방서, 구미서관.KSSC (2012) Standard Specification for Steel Construction, Goomiseogwan, Korea (in Korean).
-
한진희, 최종경, 허인성, 김성보(2008) 압축력을 받는 고장력 볼트 이음부의 미끄러짐 거동, 한국강구조학회논문집, 한국강구조학회, 제20권, 제2호, pp.279-288.
Han, J.H., Choi, J.K., Heo, I.S., and Kim, S.B. (2008) Slip Behavior of High-Tension Bolted Joints Subjected to Compression Force, Journal of Korean Society of Steel Construction, KSSC, Vol.20, No.2, pp.279-288 (in Korean). -
조선규(1997) 과대공을 갖는 고장력 볼트 마찰이음부의 미끄러짐 거동, 한국강구조학회논문집, 한국강구조학회, 제9권, 제3호, pp.301-307.
Cho, S.K. (1997) Slip Behavior of Friction Type High- Tension Bolted Joints with Oversize Hole, Journal of Korean Society of Steel Construction, KSSC, Vol.9, No.3, pp.301-307 (in Korean). -
양승현(2012) 표준공과 과대공을 갖는 고장력볼트 접합부의 강도변화, 한국강구조학회논문집, 한국강구조학회, 제24권, 제5호, pp.605-612.
Yang, S.H. (2012) Change of Strength of High-Strength Bolted Connection Depending on Standard and Over Bolt Hole, Journal of Korean Society of Steel Construction, KSSC, Vol.24, No.5, pp.605-612 (in Korean). [ https://doi.org/10.7781/kjoss.2012.24.5.605 ]
-
심재수, 김춘호, 김동조(2004) 고장력 볼트 이음부의 3차원 유한요소 해석, 한국강구조학회논문집, 한국강구조학회, 제16권, 제4호, pp.407-414.
Shim, J.S., Kim, C.H., and Kim, D.J. (2004) 3D Finite Element Analysis of High Tension Bolted Joints, Journal of Korean Society of Steel Construction, KSSC, Vol.16, No.4, pp.407-414 (in Korean). -
국가기술표준원(2007) 금속재료 인장시험편(KS B 0801: 2007).
Korean Agency for Technology and Standards (2007) Test Pieces for Tensile Test for Metallic Materials (KS B 0801: 2007), Korea (in Korean). - Dassault Systèmes Simulia Corp. (2004) Abaqus Analysis User’s Manual, Ver. 6.5, DSS, USA.
-
국가기술표준원(2013) 강 - 경도값의 인장강도값 변환 (KS B ISO TR 10108: 2003).
Korean Agency for Technology and Standards (2013) Steel – Conversion of Hardness Values to Tensile Strength Values (KS B ISO TR 10108: 2003), Korea (in Korean).